ما هي آلة تعبئة المسحوق وكيف تعمل؟
آلة تعبئة المسحوق هي نظام صناعي آلي أو شبه آلي مصمم لقياس وتعبئة وختم كميات دقيقة من منتجات المسحوق في أكياس أو أكياس أو زجاجات أو علب أو أكياس أو حاويات أخرى بسرعة عالية وبدقة متسقة. تتعامل هذه الآلات مع مجموعة واسعة من أنواع المساحيق - بدءًا من السكر المحبب ومسحوق البروتين الحر التدفق إلى واجهات برمجة التطبيقات الصيدلانية المتماسكة والرطبة والمساحيق الكيميائية الدقيقة - وتم تصميمها لمواجهة التحديات الفريدة التي تمثلها المواد المسحوقة، بما في ذلك سلوك التدفق غير المتسق، وتوليد الغبار، والجسور في القواديس، والحساسية للرطوبة أو التلوث.
مبدأ التشغيل لآلة تعبئة وتغليف المسحوق يتمحور حول نظام قياس يتحكم في كمية المسحوق الموزع لكل دورة تعبئة، جنبًا إلى جنب مع آلية التعبئة والتغليف التي تشكل العبوة وتعبئتها وتغلقها في تسلسل متكامل. اعتمادًا على نوع الماكينة، يمكن تحقيق القياس من خلال الطرق الحجمية - حيث يتم توزيع حجم ثابت من المسحوق في كل دورة باستخدام براغي أو أكواب أو صمامات دوارة - أو من خلال طرق قياس الوزن (على أساس الوزن)، حيث تقوم خلايا الحمل بقياس الوزن الفعلي للمسحوق الموزع بشكل مستمر وضبط التعبئة وفقًا لذلك. يعد الاختيار بين التعبئة الحجمية والوزنية أحد أهم القرارات الأساسية في آلة تعبئة المسحوق الاختيار ولها آثار مباشرة على دقة التعبئة، ونفايات المنتج، والامتثال التنظيمي.
الأنواع الرئيسية لآلات تعبئة المسحوق وتطبيقاتها
تشمل فئة آلات تعبئة المسحوق عدة أنواع مختلفة من الآلات، تم تحسين كل منها لخصائص المسحوق المحددة، وتنسيقات العبوات، وأحجام الإنتاج، ومتطلبات الصناعة. يعد فهم الاختلافات بين أنواع الآلات هذه أمرًا ضروريًا للقيام باستثمار مستنير في المعدات.
ماكينات تعبئة اوجير
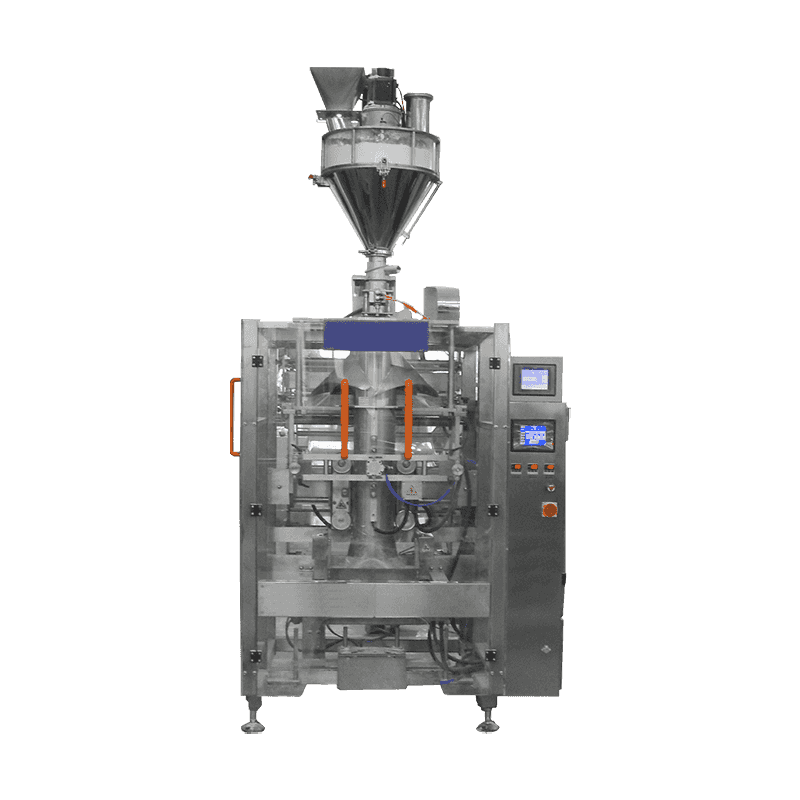
تعد آلات تعبئة المسحوق من نوع Auger هي النوع الأكثر استخدامًا على نطاق واسع في عبوات المواد الغذائية والأدوية والكيميائية. إنها تعمل عن طريق تدوير برغي مثقب مُشكَّل بدقة داخل أنبوب عمودي - تنقل رحلات المثقاب المسحوق إلى الأسفل من القادوس وتفريغه من خلال مخروط التعبئة في حاوية الانتظار أو الحقيبة. يتم التحكم في كمية المسحوق التي يتم توزيعها في كل دورة تعبئة من خلال عدد دورات البريمة، والتي يتم ضبطها بواسطة وحدة التحكم PLC الخاصة بالماكينة. من خلال الجمع بين المثقاب المُدار مؤازرًا وتغذية راجعة لخلية التحميل، تحقق حشوات المثقاب الحديثة دقة في وزن التعبئة تبلغ ±0.5-1% أو أفضل في معظم أنواع المساحيق، مما يلبي متطلبات معظم الأطر التنظيمية لوضع علامات الوزن الصافي.
تعتبر حشوات المثقاب مناسبة بشكل خاص للمساحيق الدقيقة والمتماسكة وغير التدفق الحر - بما في ذلك الدقيق ومسحوق البروتين والتوابل والحليب المجفف ومبيضات القهوة والسواغات الصيدلانية والمساحيق الكيميائية الدقيقة - حيث تعاني أنظمة القياس الأخرى من التدفق غير المتناسق. تعمل الحركة الميكانيكية الإيجابية للمثقاب على نقل المسحوق بغض النظر عن اتجاه التدفق الطبيعي، مما يجعله أكثر تنوعًا من أنظمة التغذية بالجاذبية أو أنظمة تعبئة الأكواب. يتم تحقيق التغيير بين أنواع المساحيق المختلفة وأوزان التعبئة عن طريق تبديل المثقاب ومخروط التعبئة إلى الحجم المناسب وإعادة إدخال معلمات التعبئة في وحدة التحكم.
آلات تعبئة المسحوق ذات الشكل العمودي (VFFS).
تقوم آلات تعبئة وختم الشكل العمودي لتغليف المسحوق بدمج عمليات تشكيل الأكياس، وتعبئة المسحوق، وختم الأكياس في آلة واحدة متواصلة. يتم فك لفة من فيلم التغليف المسطح، وتشكيلها في أنبوب فوق طوق التشكيل، ويتم إغلاقها بشكل طولي لإنشاء جسم الكيس، ويتم إغلاقها بشكل عرضي من الأسفل لإغلاق قاعدة الكيس، ويتم ملؤها بجرعة مقاسة من المسحوق من البريمة أو حشو الوزن أعلاه، ثم يتم إغلاقها بشكل عرضي من الأعلى وتقطيعها لفصل الكيس النهائي عن الدورة التالية. يمكن لهذه العملية المتكاملة إنتاج أكياس مسحوق جاهزة ومغلقة بسرعة تتراوح من 20 إلى 120 كيسًا في الدقيقة اعتمادًا على حجم الكيس ونوع المسحوق وتكوين الماكينة.
تعد آلات تعبئة مساحيق VFFS هي الشكل السائد لتطبيقات السلع الاستهلاكية المعبأة - القهوة، ومكملات البروتين، وخليط الخبز، ومساحيق المنظفات، ومزيج التوابل - لأنها توفر سرعة إنتاج ممتازة، وتعديلًا مرنًا لحجم الأكياس من خلال تغييرات لفة الفيلم وتشكيل مقايضات الياقات، والتوافق مع مجموعة واسعة من هياكل أفلام التغليف بما في ذلك الرقائق المعدنية، والبولي إيثيلين، وشرائح ورق الكرافت، والأفلام القابلة للتحلل. تشتمل آلات VFFS الحديثة لتطبيقات المساحيق على تدفق النيتروجين المتكامل، وأنظمة مضادة للكهرباء الساكنة، واستخراج الغبار للتعامل مع سلوكيات المسحوق الصعبة وإطالة العمر الافتراضي للمنتج المعبأ.
أنظمة تعبئة المسحوق ذات الميزان المتعدد الرؤوس
يتم أيضًا تطبيق الموازين المجمعة متعددة الرؤوس، المرتبطة بشكل أكثر شيوعًا بالأطعمة الخفيفة وتغليف الخضروات المجمدة، على منتجات المسحوق الحبيبي حر التدفق حيث يتطلب الأمر سرعة عالية ودقة وزن استثنائية. يستخدم نظام الميزان متعدد الرؤوس 10-32 رأس وزن فرديًا مرتبة بنمط شعاعي، يحتوي كل منها على مجموعة صغيرة من المنتج. تقوم وحدة التحكم في الماكينة بحساب مجموعة الرؤوس الأقرب إلى الوزن المستهدف بشكل مستمر وتقوم في نفس الوقت بتحرير تلك الرؤوس لتفريغها في العبوة أدناه. يحقق أسلوب الوزن المجمع هذا دقة تعبئة تتراوح بين ±0.1–0.3% بسرعات تتراوح بين 60–200 عبوة في الدقيقة - وهو أداء لا يمكن لأنظمة التعبئة الوزنية أو المثقوبة أن تتطابق معه عند السرعات المكافئة لأنواع المساحيق المناسبة.
ماكينات تعبئة الأكواب و الروتاري
تقوم آلات تعبئة الأكواب بتوزيع المسحوق حجميًا باستخدام أكواب أو تجاويف ذات حجم ثابت يتم ملؤها من قادوس ثم يتم قلبها أو كشطها لترسيب المسحوق في الحاوية الموجودة بالأسفل. Rotary cup fillers operate as a continuous carousel of cups, each filling as it passes under the hopper and discharging as it passes over the fill station. تتميز هذه الآلات بأنها بسيطة وقوية وفعالة من حيث التكلفة للتعبئة عالية السرعة لمساحيق متسقة نسبيًا وحرة التدفق حيث تكون الدقة الحجمية مقبولة - مثل السكر والملح والقهوة والمكونات الغذائية المحببة. ومع ذلك، نظرًا لأن وزن التعبئة يعتمد على الكثافة الظاهرية للمسحوق - والتي تختلف باختلاف درجة الحرارة والرطوبة وحالة الضغط - فإن حشوات الأكواب تتطلب فحص الوزن بشكل متكرر وتعديله للحفاظ على الامتثال للوائح الوزن الصافي.
ماكينات تعبئة الأكياس والبودرة في أكياس وعصا
آلات تعبئة الأكياس وآلات التغليف اللاصقة هي عبارة عن تنسيقات متخصصة في تعبئة المساحيق لإنتاج عبوات صغيرة أو ذات خدمة فردية أو جرعة واحدة من لفات الأفلام المستمرة. تنتج ماكينات الأكياس أكياسًا على شكل وسادات أو أكياسًا ثلاثية الجوانب تحتوي عادةً على 1-50 جرامًا من المسحوق - وهو أمر شائع لأكياس السكر والقهوة سريعة التحضير ومساحيق الأدوية وعينات مستحضرات التجميل. تنتج آلات التعبئة والتغليف عبوات ضيقة وطويلة على شكل أنبوب يسهل تمزيقها وصبها - وهي مشهورة لخلطات المشروبات الفورية والمساحيق المغذية ومزيج التوابل الذي يتم تقديمه مرة واحدة. تتم تعبئة كلا التنسيقين باستخدام أنظمة المثقاب أو المضخة الحجمية أو الميزان المصغر ويتم تشغيلهما بسرعات عالية تتراوح من 60 إلى 300 حزمة في الدقيقة على آلات متعددة المسارات.
المواصفات الرئيسية التي يجب مقارنتها عند اختيار آلة تعبئة المسحوق
يجب أن تتوافق المواصفات الفنية لآلة تعبئة المسحوق بعناية مع خصائص المسحوق الذي يتم تعبئته، وتنسيق العبوة المطلوبة، والطلب على إنتاجية الإنتاج، والمتطلبات التنظيمية المعمول بها. يلخص الجدول التالي المعلمات الأكثر أهمية للتقييم والمقارنة أثناء اختيار المعدات.
| المواصفات | لماذا يهم؟ | النطاق النموذجي / المعيار |
| ملء نطاق الوزن | يحدد مرونة حجم الحزمة وتغطية نطاق المنتج | من 1 جرام إلى 5 كجم حسب نوع الجهاز |
| دقة التعبئة (±%) | يؤثر بشكل مباشر على هبة المنتج والامتثال وثقة المستهلك | ±0.5–2% حجمياً؛ ±0.1–0.5% الجاذبية |
| سرعة الإنتاج | يجب أن يفي بمتطلبات الإنتاج الحالية والمتوقعة | 10-300 عبوة في الدقيقة |
| توافق تنسيق الحزمة | الأكياس، والأكياس، والزجاجات، والعلب، والجرار - المرونة تقلل من الاستثمار في المعدات | تنسيق فردي أو متعدد حسب الطراز |
| نطاق حجم نظام أوجير / القياس | يحدد نطاق أوزان التعبئة التي يمكن تحقيقها دون تغيير كبير | تتوفر أقطار متعددة للثقب (16 مم - 120 مم نموذجيًا) |
| التحكم في الغبار / الاستخراج | ضروري لسلامة المشغل، ونظافة الماكينة، والتعامل مع المساحيق المتفجرة | استخراج الغبار المتكامل. مناطق التعبئة المغلقة |
| وقت التحول | يؤثر على مرونة الإنتاج وOEE على خطوط SKU المتعددة | من 15 دقيقة إلى ساعتين حسب التصميم |
| قابلية التنظيف (CIP/WIP) | ضروري لتطبيقات المواد الغذائية والأدوية والمساحيق التي تحتوي على مسببات الحساسية | التفكيك بدون أدوات. تصنيف IP65/IP67 |
| نظام التحكم | يحدد سهولة التشغيل وإدارة الوصفة وإمكانية تتبع البيانات | PLC مع شاشة تعمل باللمس HMI؛ 21 CFR الجزء 11 للأدوية |
| معيار البناء | الغذاء الصف، GMP الصيدلانية، أو الصناعية اعتمادا على التطبيق | 304 أو 316L SS للأغذية/الأدوية؛ الصلب الكربوني للصناعة |
كيف تؤثر خصائص المسحوق على اختيار الماكينة
يمكن القول إن سلوك المسحوق هو العامل الأكثر أهمية - والذي يتم الاستهانة به في كثير من الأحيان - في اختيار آلة تعبئة المسحوق. يمكن لمساحيقتين لهما نفس وزن التعبئة المستهدف أن يتصرفا بشكل مختلف تمامًا في نفس الآلة، مما يتطلب أنظمة قياس مختلفة، وتكوينات قادوسية، واستراتيجيات تعبئة مختلفة. إن توصيف المسحوق الخاص بك جيدًا قبل تحديد المعدات يمنع عدم التطابق المكلف بين تصميم الماكينة وسلوك المنتج.
الكثافة الظاهرية ومؤشر التدفق
تؤثر الكثافة الظاهرية - كتلة المسحوق لكل وحدة حجم بما في ذلك مساحة الفراغ بين الجسيمات - بشكل مباشر على العلاقة بين الحجم الموزع والوزن المسلم، وبالتالي على دقة أنظمة التعبئة الحجمية. تنتج المساحيق ذات الكثافة الظاهرية المتغيرة بسبب التهوية أو الضغط أو تغيرات درجة الحرارة أوزان تعبئة غير متناسقة على الآلات الحجمية ما لم يتم تثبيت الكثافة الظاهرية من خلال نزع الهواء أو التكييف المتسق للمنتج. يوفر مؤشر كار ونسبة هاوزنر، المحسوبان من قياسات الكثافة الظاهرية المستغلة وغير المستغلة، تصنيفًا موحدًا لقابلية التدفق: يشير مؤشر كار الذي يزيد عن 25% إلى التدفق الضعيف الذي سيتطلب نقلًا ميكانيكيًا إيجابيًا (المثقاب) بدلاً من الحشو الذي يتغذى بالجاذبية.
حجم الجسيمات والتماسك
تظهر المساحيق الدقيقة ذات أحجام جسيمات متوسطة أقل من 100 ميكرون تقريبًا - مثل السكر البودرة، وواجهات برمجة التطبيقات الصيدلانية، وثاني أكسيد التيتانيوم، والتلك - قوى تماسك قوية بين الجسيمات (فان دير فال، والكهرباء الساكنة، والشعيرات الدموية) التي تسبب سدًا في منافذ القادوس، وحفر الجرذان في صناديق التخزين، والتفريغ غير المتسق من الأنظمة التي تغذيها الجاذبية. تتطلب هذه المساحيق قواديس مجهزة بالتحريك، أو تفريغًا مدعومًا بالاهتزاز، أو تغذية قسرية ميكانيكيًا عبر المثقاب أو الناقلات اللولبية للحفاظ على التدفق المتسق في نظام القياس. تتدفق المساحيق الخشنة ذات التدفق الحر — السكر المحبب والملح وحبيبات الحليب المجفف — بسهولة عن طريق الجاذبية ويمكن التعامل معها عن طريق أنظمة تعبئة أكواب أو صمام دوار أبسط بتكلفة أقل.
استرطابي وحساسية الرطوبة
تمثل المساحيق الاسترطابية — تلك التي تمتص الرطوبة من الهواء المحيط — تحديات كبيرة في بيئات التعبئة والتغليف. يؤدي امتصاص الرطوبة إلى التكتل، والتغيرات في سلوك التدفق، وانخفاض دقة التعبئة، وفي بعض الحالات، التحلل الكيميائي للمنتج. تندرج القهوة ومسحوق الحليب سريع الذوبان وفيتامين ج والعديد من السواغات الصيدلانية ضمن هذه الفئة. يجب أن تتميز آلات تعبئة المسحوق التي تتعامل مع المواد الاسترطابية بأنظمة قادوس مغلقة ومختومة، وتغطية اختيارية من النيتروجين أو تطهير الهواء الجاف للحفاظ على رطوبة نسبية منخفضة في منطقة تلامس المنتج، وإمكانية التغيير السريع لتقليل وقت تعرض المنتج قبل الختم. يجب أن يقع خط التعبئة والتغليف في منطقة إنتاج يتم التحكم في الرطوبة فيها كلما أمكن ذلك.
القابلية للانفجار وتصنيف مخاطر الغبار
تشكل العديد من المساحيق العضوية والمعدنية - بما في ذلك الدقيق والسكر والنشا والقهوة ومسحوق الحليب والمساحيق الكيميائية الدقيقة - سحبًا غبارية متفجرة عند انتشارها في الهواء بتركيزات كافية. قبل اختيار آلة تعبئة المسحوق لأي مسحوق يولد غبارًا محمولاً بالهواء، يجب إجراء تحليل خطر الغبار (DHA) لتحديد قيمة Kst للمسحوق (مؤشر الاحتراق) وفئة الانفجار (St1، St2، أو St3). يجب أن يتم تحديد الآلات التي تتعامل مع المساحيق St1 أو أعلى في المناطق المغلقة بمكونات كهربائية مصنفة ATEX، ومحركات مقاومة للانفجار، وأنظمة التأريض والربط، وشفاط غبار متكامل متصل بمعدات جمع الغبار المتوافقة. يؤدي الفشل في معالجة قابلية انفجار المسحوق في مواصفات الماكينة إلى خلق مخاطر شديدة على السلامة ومسؤولية تنظيمية.
المتطلبات الخاصة بالصناعة لمعدات تعبئة المسحوق
بالإضافة إلى المتطلبات الفنية الأساسية التي تعتمد على خصائص المسحوق وشكل العبوة، يجب أن تستوفي آلات تعبئة المسحوق المعايير الخاصة بالصناعة التي تحكم النظافة وتتبع المواد وسلامة المشغل والوثائق. تختلف هذه المتطلبات بشكل كبير حسب القطاع ويجب التحقق منها مع مورد الماكينة قبل الشراء.
تغليف المواد الغذائية والمساحيق الغذائية
يجب أن يتم إنشاء آلات تعبئة المساحيق لتطبيقات الأغذية من مواد صالحة للطعام - الفولاذ المقاوم للصدأ 304 أو 316L لجميع الأسطح الملامسة للمنتج، ومواد التشحيم الآمنة للطعام في جميع المحامل وعلب التروس، والمواد المطاطية والأختام المتوافقة مع إدارة الغذاء والدواء. يجب أن تكون المعدات مصممة لتسهيل التنظيف الشامل بين عمليات تغيير المنتج، مع عدم وجود مناطق ميتة أو شقوق أو أعضاء هيكلية مجوفة تحبس المنتج وتؤوي نمو البكتيريا. إن الامتثال لـ FSMA، ولائحة الاتحاد الأوروبي رقم 1935/2004، وإرشادات التصميم الصحي EHEDG مطلوب بشكل متزايد من قبل مصنعي المواد الغذائية وعملاء التجزئة لديهم. بالنسبة للمغذيات والمكملات الغذائية، ينطبق امتثال GMP لكل 21 CFR الجزء 111، مما يتطلب تأهيل المعدات الموثق، والتحقق من صحة التنظيف، وإجراءات التحقق من وزن التعبئة.
التعبئة والتغليف الصيدلانية مسحوق
تعمل آلات تعبئة مساحيق الأدوية وفقًا للمتطلبات التنظيمية الأكثر صرامة في أي قطاع. يجب أن تكون جميع المواد الملامسة للمنتج موثقة ومتوافقة مع معايير دستور الأدوية. يجب أن تكون المعدات مؤهلة من خلال بروتوكولات IQ (تأهيل التثبيت)، وOQ (التأهيل التشغيلي)، وPQ (تأهيل الأداء)، مع وجود أدلة موثقة على أن الجهاز يعمل باستمرار ضمن المعلمات التي تم التحقق من صحتها. يجب أن تتوافق سجلات الدُفعات الإلكترونية، ووظيفة سجل التدقيق، والتحكم في وصول المستخدم في نظام التحكم الخاص بالجهاز مع FDA 21 CFR الجزء 11 للسجلات الإلكترونية. بالنسبة لواجهات برمجة التطبيقات عالية الفعالية والمركبات السامة للخلايا، يلزم وجود أنظمة تعبئة كاملة مع عوازل مدمجة أو أنظمة حاجز الوصول المقيد (RABS) لحماية المشغلين من التعرض للمنتج.
تعبئة وتغليف المساحيق الكيميائية والصناعية
عادةً ما يتم تصميم آلات تعبئة المساحيق الصناعية للمنتجات الكيميائية - الأسمدة والمنظفات وكيماويات البناء والأصباغ والمساحيق الفنية - وفقًا لمعايير صناعية أكثر قوة بدلاً من المواصفات الغذائية أو الصيدلانية الصحية، ولكن يجب أن تعالج كيمياء المساحيق العدوانية والتآكل ومخاطر انفجار الغبار. تعد المتطلبات الأساسية عبارة عن هيكل من الفولاذ المقاوم للصدأ أو الكربون مع حماية مناسبة من التآكل، ومحركات مثقاب للخدمة الشاقة قادرة على التعامل مع المساحيق الكاشطة أو الكثيفة، وشهادة ATEX حيثما ينطبق ذلك. إن سعة التعبئة العالية للوزن - غالبًا من 500 جرام إلى 25 كجم أو أكثر لكل حزمة - والتكامل مع الأنظمة اللوجستية على مستوى منصة التحميل بما في ذلك أجهزة تدقيق الوزن، وأدوات وضع الملصقات، وآلات تغليف المنصات هي متطلبات قياسية لخطوط تعبئة المساحيق الصناعية.
دمج آلات تعبئة المسحوق في خط تعبئة كامل
نادرًا ما تعمل آلة تعبئة المسحوق بمعزل عن غيرها - فهي مكون واحد ضمن خط تعبئة متكامل يشتمل على معدات معالجة وتغذية المسحوق الأولية، وآلة التعبئة والختم نفسها، وضمان الجودة والمعدات اللوجستية النهائية. إن تصميم الخط الكامل بشكل صحيح لا يقل أهمية عن اختيار آلة التعبئة المناسبة.
- التعامل مع مسحوق المنبع: تقوم صوامع تخزين المسحوق السائب، أو محطات تفريغ الأكياس الكبيرة، أو أنظمة قلب الأسطوانة بتغذية المسحوق إلى قادوس آلة التعبئة والتغليف عبر النقل الهوائي، أو الناقلات اللولبية، أو الناقلات اللولبية المرنة. يجب أن يحافظ نظام المعالجة الأولية على حالة مسحوق ثابتة - مع تجنب التهوية أو الضغط أو الفصل - لضمان أداء موحد لوزن التعبئة في آلة التعبئة. تمنع قواديس التخزين المتوسطة المزودة بمستشعرات المستوى وأنظمة إعادة التعبئة الخاضعة للرقابة قادوس آلة التعبئة من التشغيل فارغًا أو الإفراط في التعبئة، وكلاهما يتسبب في انحراف وزن التعبئة.
- الكشف عن المعادن ورفض الأجسام الغريبة: يجب وضع أجهزة الكشف عن المعادن المضمنة - وفي بعض التطبيقات، أنظمة الفحص بالأشعة السينية - مباشرة بعد آلة التعبئة لاكتشاف ورفض أي عبوات تحتوي على شظايا معدنية أو زجاج أو حجر أو مواد غريبة كثيفة يتم إدخالها أثناء الإنتاج. يعد الكشف عن المعادن نقطة تحكم حرجة إلزامية في معظم خطط تحليل المخاطر ونقاط التحكم الحرجة (HACCP) لسلامة الأغذية، وهو مطلوب بشكل متزايد في بيئات ممارسات التصنيع الجيدة الصيدلانية والغذائية أيضًا.
- تكامل جهاز تدقيق الوزن: يتحقق جهاز تدقيق الوزن الديناميكي أسفل وحدة الحشو من أن كل عبوة مملوءة تقع ضمن الحد المسموح به للوزن الصافي المعلن، مما يؤدي تلقائيًا إلى رفض العبوات ذات الوزن المنخفض والوزن الزائد. يتم تغذية بيانات التحكم في العملية الإحصائية (SPC) من جهاز تدقيق الوزن مرة أخرى إلى وحدة التحكم في الحشو لتمكين التصحيح التلقائي لوزن التعبئة في الوقت الفعلي - وهو نظام تحكم مغلق الحلقة يحافظ على دقة التعبئة على مدار عمليات الإنتاج دون تدخل يدوي.
- الترميز ووضع العلامات: يتم تطبيق ترميز التاريخ وطباعة أرقام الدُفعات وتطبيق الباركود أو رمز الاستجابة السريعة بشكل مضمن عن طريق أنظمة نفث الحبر أو النقل الحراري أو الترميز بالليزر المدمجة مع خط التعبئة PLC. يعد الترميز الصحيح والمقروء على كل عبوة متطلبًا تنظيميًا في أسواق الأغذية والأدوية والكيماويات، ويجب التحقق من نظام الترميز وإدراجه في وثائق IQ/OQ الخاصة بالجهاز للصناعات الخاضعة للتنظيم.
- التغليف الثانوي والثالث: يتم نقل عبوات المسحوق الأولية المملوءة والمختومة إلى أنظمة التغليف الكرتوني والتعبئة والتغليف وأنظمة التحميل للتغليف الثانوي والثالث. تعمل أدوات تعبئة العلب ومكدسات المنصات الآلية الآلية على زيادة الإنتاجية وتقليل المناولة اليدوية، مما يقلل من مخاطر الإصابة المريحة الناتجة عن رفع عبوات المساحيق الثقيلة. يؤدي دمج جميع مكونات الخط ضمن نظام SCADA أو MES واحد إلى تمكين مراقبة الإنتاج المركزية، وتتبع OEE، وتوثيق الدُفعات عبر الخط الكامل.
أفضل ممارسات الصيانة لزيادة وقت تشغيل آلة تعبئة المسحوق إلى أقصى حد
تعمل آلات تعبئة المساحيق في ظروف صعبة - مساحيق كاشطة، وأجواء مليئة بالغبار، ودورات تنظيف متكررة، وتشغيل ميكانيكي عالي السرعة - مما يؤدي إلى تسريع تآكل المكونات المهمة. يعد برنامج الصيانة الوقائية المنظم أمرًا ضروريًا للحفاظ على دقة التعبئة وسرعة الإنتاج وطول عمر المعدات.
مهام الصيانة اليومية والمناوبات
في نهاية كل نوبة إنتاج أو تغيير للمنتج، يجب على المشغلين تنظيف جميع الأسطح الملامسة للمنتج تمامًا لمنع التلوث المتبادل وتراكم المسحوق الذي يمكن أن يتصلب ويؤثر على دقة التعبئة أو النظافة. افحص رحلات المثقاب وأقماع التعبئة بحثًا عن التآكل أو التلف أو تراكم المنتج الذي قد يؤثر على اتساق التوزيع. تحقق من جميع الأختام والحلقات والحشيات في منطقة ملامسة المسحوق للتأكد من سلامتها. تأكد من أن أنظمة استخراج الغبار تعمل بشكل صحيح وأن أكياس الفلتر أو الخراطيش غير مسدودة - يؤدي تقييد استخراج الغبار إلى تسرب المسحوق إلى داخل الماكينة والبيئة المحيطة، مما يؤدي إلى مخاطر تتعلق بالنظافة والسلامة.
فترات الصيانة الوقائية المجدولة
- أسبوعي: قم بتشحيم محامل محرك البريمة وفقًا لجدول الشركة المصنعة باستخدام الشحوم المخصصة للطعام حيثما أمكن ذلك. فحص وضبط محاذاة فك الختم الأفقي والرأسي ودرجة الحرارة على آلات VFFS. فحص تتبع الفيلم والتوتر على آلات تعبئة النموذج. تحقق من حالة النسخ الاحتياطي لبطارية PLC وقم بعمل نسخة احتياطية لملفات الوصفة الحالية.
- شهريا: معايرة خلايا الحمل وأنظمة الوزن مقابل الأوزان المرجعية المعتمدة. فحص وتنظيف آليات التحريك والهزاز. تحقق من جميع أختام أسطوانة الهواء ووحدات تشحيم مرشح الهواء (FRL). فحص الأحزمة الناقلة وسلاسل القيادة بحثًا عن التآكل والتوتر. قم بتنظيف وفحص جميع الخزانات الكهربائية ولوحات التحكم للتأكد من تراكم الغبار وسلامة التوصيل.
- سنويا: استبدل زيت علبة التروس لمحرك البريمة. إجراء المعايرة الكاملة وإصدار الشهادات لجميع أنظمة الوزن والقياس. فحص واستبدال عناصر الختم البالية، وشفرات القطع، وبكرات تشغيل الأفلام على آلات VFFS. قم بإجراء تدقيق كامل للسلامة بما في ذلك سلامة الحراسة، ووظيفة التوقف في حالات الطوارئ، وفحص مكونات ATEX حيثما أمكن. قم بمراجعة وتحديث جدول الصيانة الوقائية للماكينة بناءً على أنماط التآكل الفعلية التي تمت ملاحظتها على مدار العام.
مراقبة الوزن والتحكم في العمليات الإحصائية
يتطلب الحفاظ على دقة وزن التعبئة خلال عمليات الإنتاج مراقبة منهجية تتجاوز نظام رفض جهاز تدقيق الوزن التلقائي. يجب على المشغلين إجراء فحوصات يدوية للوزن على فترات زمنية محددة - عادةً كل 30 إلى 60 دقيقة على الخطوط المنظمة - باستخدام ميزان منضدي تمت معايرته، وتسجيل النتائج في مخطط التحكم في العملية. تشير الاتجاهات التي تظهر انحرافًا تدريجيًا نحو الأسفل أو الملء الزائد إلى مشكلات متطورة مثل تآكل المثقاب، أو تغير الكثافة الظاهرية للمسحوق، أو اختلاف مستوى القادوس الذي يمكن تصحيحه بشكل استباقي قبل زيادة معدلات الرفض. يوفر تحليل SPC لتدفقات بيانات جهاز تدقيق الوزن مقاييس قدرة المعالجة في الوقت الفعلي (Cpk) التي تحدد أداء دقة التعبئة وتسلط الضوء على متى يلزم تعديل العملية.
اعتبارات التكلفة وعائد الاستثمار عند الاستثمار في آلة تعبئة المسحوق
يتراوح الاستثمار الرأسمالي في آلة تعبئة المسحوق بشكل كبير - من أقل من 10000 دولار أمريكي لآلة تعبئة البريمة شبه الأوتوماتيكية إلى 500000 دولار أمريكي أو أكثر لخط تعبئة مسحوق الأدوية المتكامل عالي السرعة مع أنظمة العزل والاحتواء. يتطلب تقييم العائد على الاستثمار تحليل التكلفة الإجمالية للملكية والذي يتجاوز سعر الشراء الأولي.
- تخفيض الهبة المنتج: يعمل تحسين دقة التعبئة من ±3% (التعبئة اليدوية أو الأكواب) إلى ±0.5% (حشو المثقاب الوزني) على منتج 500 جم بتكلفة إنتاج تبلغ 10 دولارات أمريكية/كجم و1 مليون وحدة سنويًا على تقليل تكلفة توزيع المنتج بما يقرب من 12,500 دولار أمريكي سنويًا - وهو توفير متكرر يساهم بشكل مباشر في حساب عائد الاستثمار ويبرر غالبًا التكلفة الإضافية لنظام القياس الوزني مقابل النظام الحجمي.
- توفير العمالة: عادةً ما تؤدي أتمتة عملية تعبئة المسحوق اليدوية أو شبه الأوتوماتيكية باستخدام آلة أوتوماتيكية بالكامل إلى تقليل متطلبات العمالة المباشرة بمقدار 2-4 مشغلين لكل نوبة عمل. عند تكاليف العمالة المحملة بالكامل والتي تتراوح بين 30.000 إلى 60.000 دولار أمريكي لكل مشغل سنويًا بما في ذلك المزايا، يمكن لعنصر توفير العمالة في عائد الاستثمار وحده أن يبرر الاستثمار في الماكينة في غضون 1-3 سنوات للعمليات متوسطة الحجم.
- كفاءة مواد التعبئة والتغليف: تعمل آلات تعبئة مساحيق VFFS الحديثة المزودة بمحركات أفلام تعمل بمحرك مؤازر والتحكم الإلكتروني في التسجيل على تقليل نفايات الأفلام الناتجة عن اختلال فك الختم، وأخطاء التسجيل، وخردة بدء التشغيل - مما يؤدي عادةً إلى تقليل نفايات الأفلام بنسبة 3-8% مقارنة بالآلات الميكانيكية القديمة التي تعمل بالكامات، مع توفير المواد الذي يساهم بشكل فعال في تكلفة التشغيل على الخطوط كبيرة الحجم.
- التكلفة الإجمالية للملكية: قم بتضمين الاستثمار في مخزون قطع الغيار، وعمالة الصيانة السنوية، والمواد الاستهلاكية (عناصر الختم، والمثاقب، وخراطيش الفلتر)، واستهلاك الطاقة، وتكاليف التدريب في تحليل التكلفة الإجمالية للملكية. غالبًا ما توفر الماكينة ذات المواصفات الأعلى من شركة مصنعة ذات سمعة طيبة مع دعم خدمة محلي قوي تكلفة إجمالية للملكية أقل من الماكينة ذات السعر المنخفض مع توافر محدود لقطع الغيار والدعم الفني الضعيف - وهي العوامل التي تصبح واضحة بشكل مؤلم أثناء الأعطال غير المخطط لها على خط إنتاج كبير الحجم.

 English
English Español
Español











اتصل بنا